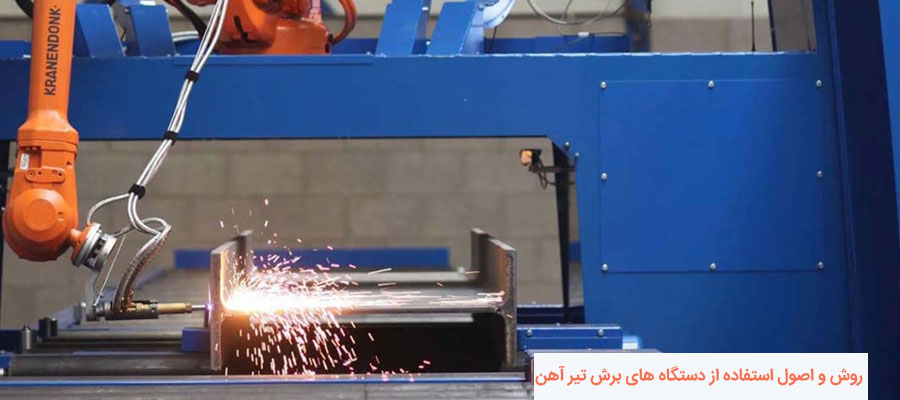
برش تیرآهن که یک سازه فلزی از جنس فولاد و آهن می باشد به روش های مختلفی صورت می گیرد. تیرآهن طول و وزن زیادی دارد و به دلیل تحمل باری که می تواند داشته باشد در صنعت مورد استفاده قرار می گیرد. در برش تیرآهن یک قطعه از آن را برش داده و حذف می نمایند و برای این کار از ابزارهایی مثل اره استفاده می کنند و یا اینکه حرارت را به کار می گیرند. در این مقاله از شهرآهن به بررسی اطلاعاتی در رابطه با روش ها و اصول استفاده از دستگاه های برش آهن خواهیم پرداخت تا پایان با ما همراه باشید.
روش های برش تیرآهن
برش تیرآهن از این نظر صورت می گیرد که به طول و شکلی که می خواهیم، دست پیدا کنیم. همچنین در بازیافت و ایجاد زاویه و لبه در تیرآهن نیاز به برش خواهید داشت. برش حرارتی روشی جدید می باشد که از طریق آن برش تیرآهن به شکلی دقیق تر صورت می گیرد و نسبت به روش های قدیمی، صرفه اقتصادی بهتری دارد. این که چه روش برشی را برای تیرآهن انتخاب کنید بر کیفیت سازه و هزینه ساخت آن تاثیر خواهد گذاشت در این رابطه برش سرد و برش گرم را خواهیم داشت که نامگذاری آنها با توجه به تجهیزات و دما می باشد. دمای فلز در برش سرد بدون تغییر باقی می ماند، اما در برش گرم فلز تحت تاثیر حرارت قرار می گیرد و به صورت خیلی دقیق و سریع، بریده می شود. شما عزیزان می توانید برای تهیه انواع تیرآهن مورد نیاز عملیات ساختمانی و صنعتی و مشاهده به روزترین قیمت انواع تیرآهن، ناودانی، ورق، نبشی و... به فروشگاه اینترنتی شهرآهن مراجعه کنید.

برش تیرآهن به روش سرد
در برش سرد تیرآهن تراشکاری، فرزکاری، سوراخ کردن، مته کاری و برشکاری را خواهیم داشت. در برشکاری از طریق حرکت، ابزار به بدنه آن وارد می شود و موجب تقسیم آن به دو قطعه می شود. با مته کاری نیز می توان سوراخ ایجاد کرد و در حالیکه قطعه تیرآهن ثابت می باشد، چرخش ابزار را در مقابل آن خواهیم داشت. چندین لبه برش را در دستگاه مورد نظر داریم که ورودش به داخل تیرآهن موازی با محور چرخش خواهد بود تا در نهایت سوراخ گردی را داشته باشیم. روش دیگر سوراخ کردن می باشد که سوراخ های حاصل از مته کاری را بزرگ تر می کنند.
در تراشکاری فلزات به شکل استوانه ای به حرکت در می آیند که به منظور برش، قطعه فلز خواهد چرخید و جداسازی قسمت ناخواسته با استفاده از ابزار برش و به صورت تراشه صورت می گیرد. یک لبه برش در این ابزار وجود دارد.
حرکت آهسته ابزار، موازی با حرکت سریع تیرآهن که به شکل همزمان صورت می گیرد، برش را انجام می دهد برای اینکه از سطح تیرآهن لایه ای نازک را برداریم یا در سطح کار حفره ایجاد کنیم فرزکاری را خواهیم داشت که نوع اول فرز صفحه ای و نوع دوم فرز انگشتی می باشد. با فرزکاری فلز، سطح صاف و مسطحی ایجاد می شود، ابزار برش به صورت عمود بر محور چرخش ابزار خواهد بود.

برش گرم تیرآهن
یکی دیگر از انواع برش تیرآهن، برش گرم می باشد که شامل برش لیزری، هوا برش، واترجت و پلاسما خواهد بود. در برش لیزری به منظور برش از یک اشعه ای که بسیار پرقدرت می باشد استفاده خواهد شد که هدایت و تمرکز پرتو نور آن به سطح تیرآهن توسط چندین عدسی و لنز صورت می گیرد. با برخورد پرتو به سطح بخار شدن فلز را در آن محل به دلیل جذب انرژی خواهیم داشت. جریان گاز، فلزی که مذاب شده و یا بخاری که باقی مانده است را از آن محل پاکسازی می کند از دستگاه مجهزی که عدسی، سیستم لیزر، منبع تغذیه، نازل، گاز تحت فشار و لنزهای کانونی دارد برای این منظور استفاده می شود.
در روش واترجت نیز برای برش تیرآهن شلیک شدن جریان آبی که پرفشار می باشد را خواهیم داشت که حاوی ذرات ساینده می باشد. سرعت بالایی که جریان باریک آب دارد فلز را در محل برش از بین می برد. از رایانه برای کنترل جریان آب استفاده می شود تا قادر به طی کردن مسیر برش باشند. برش حاصل فلزاتی چند وجهی می توانند باشند و سوراخی ایجاد نمی شود از این رو نیاز به پرداخت نهایی نخواهد بود.
برش تیر آهن به روش پلاسما
برای برش تیرآهن به این روش از جریان متمرکزی که حاوی گاز یونیزه یا پلاسما می باشد، استفاده خواهد شد. جریان پلاسما سرعت زیادی دارد و در دمای بسیار بالایی خواهد بود و هدایت آن به سمت محلی که قرار است برش داده شود توسط نازل صورت می گیرد. تماس پلاسما با سطح فلز آن را به حالت مذاب درمی آورد و برش آن به راحتی صورت می گیرد. از مشعل پلاسما برای برش استفاده می شود که یا با دست آن را نگه می دارند یا از کامپیوتر برای نگه داشتنش استفاده می کنند. یکی از انواع دستگاه برش پلاسما CNC می باشد که سبب ایجاد برش دقیق و پیچیده می شود، اما دقت آن به اندازه برش لیزری نخواهد بود. خطای برش پلاسما ۲ میلی متر می باشد، اما خطای برش لیزر ۰/۲ میلی متر خواهد بود. لبه ها در برش پلاسما ممکن است ناهموار باشند یا یک لایه اکسید سطح تیرآهن را خواهد پوشاند. مزیتی که این روش دارد این است که قطعات ضخیم تر را می تواند برش دهد.

هوابرش از انواع برش گرم
هوا برش مشابه روش لیزر می باشد و از شعله گاز گرم برای برش تیرآهن استفاده می شود. مشعل هوا برش مخلوطی از سوخت گاز و اکسیژن می باشد که شعله ور شدنش در نازل صورت می گیرد. روند برش با توجه به اکسیداسیون سریع گرمازایی فلزی می باشد که برش خورده است. سوخت گاز موجود در مشعلمی تواند پروپان، هیدروژن یا استیلن باشد. در نوک مشعل برش یک روزنه برای جریان اکسیژن وجود دارد که جریان های گرمکن مقدماتی آن را احاطه کرده اند و سوخت گاز را اکسید می کنند. با رسیدن دمای تیرآهن به هشتصد درجه جریان اکسیژن به راه می افتاد و سوزاندن فلز حرارت دیده را خواهیم داشت و سطح برش خورده کاملا تمیز خواهد بود. از آنجایی که در این روش اکسیداسیون فلز را داریم فلزات آهنی که به راحتی اکسید می شوند با این روش برش خواهند خورد.
دستگاه های برش تیرآهن
استفاده از دستگاه برش تیرآهن اصولی دارد که باید رعایت شود. فناوری جدید در این دستگاه ها وجود دارد که تیرآهن را به اشکال مختلفی چون H شکل، I شکل، نبشی و ... در می آورد. تجهیزات هوا برش، دستگاه برش پلاسما، دستگاه برش واترجت و دستگاه تراش از جمله دستگاه های برش تیرآهن می باشند. در دستگاه برش واترجت، برش با جریان قوی فشار آب که همراه با ساینده می باشد، صورت می گیرد.