مطالب
نکات بسیار مهم در برشکاری با لیزر
- توضیحات
- نوشته شده توسط: علی نصیری
- بازدید: 8693

راهنمای مطالعه متن
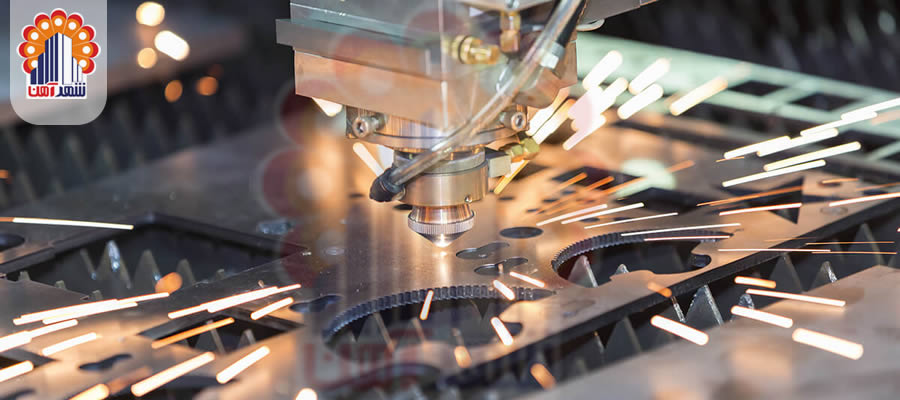
برشکاری با لیزر از لحاظ هزینه تمام شده، امکانات، دقت و... در روش های مختلفی انجام می شود که هر کدام دارای نکات خاصی است. برای برش ورق های فلزی معمولا از اشعه لیزر استفاده می شود. دلیل استفاده از لیزر این است که سرعت و دقت کار بالا رفته و از گرم شدن سایر نواحی قطعه آهن جلوگیری می شود، چراکه پرتو لیزر در یک نقطه متمرکز شده و انرژی گرمایی آن به سایر مناطق انتقال پیدا نمی کند. اما در سایر روش های برشکاری ورق مانند پلاسما، شعله و... حرارت زیادی تولید شده و در هنگام برشکاری نیز حجم زیادی از قطعه آهن از بین می رود. روش استفاده شده در برش این ورق ها بر قیمت نهایی ورق برشی تاثیر زیادی خواهد داشت. امروزه با توجه به دقت بالای برشکاری با لیزر استفاهد از آن بسیار رونق گرفته است.
مزایای برشکاری با لیزر
روش برشکاری لیزری در کیفیت ورق برشی تولید شده تاثیر بسزایی خواهد گذاشت. در ادامه مزایای برش لیزری را عنوان میکنیم تا بهتر متوجه شوید که برش لیزر چیست.
- سرعت برشکاری فلزات با لیزر بسیار بالاست.
- برشکاری های پیچیده و دارای منحنی، با به کار گیری روش لیزری به راحتی انجام میشوند.
- تطبیق پذیری ورق های برشی تولید شده از طریق روش لیزر، با سیستم های کنترل کامپیوتری بسیار راحت است.
- به علت عدم تماس مکانیکی، ابزار استفاده شده آسیبی نمی بیند.
- روش برشکاری لیزری آلودگی صوتی بسیار کمی ایجاد می کند.
- روش برشکاری لیزری فلزات بسیار منعطف است.
- گیره بندی قطعه کار در روش برش کاری لیزری لازم نیست.
- ورق های فلزی می توانند به صورت دسته ای نیز برش داده شوند، اما باید دقت شود که با یکدیگر جوش نخورند.
مقایسه روش برشکاری با لیزر با سایر روش ها
در برشکاری ورق با استفاده از روش لیزر، بر خلاف سایر روش ها ضایعات بسیار کمی تولید می شود. حرارت تولید شده در برشکاری فلزات با لیزر بسیار ناچیز است، چرا که اشعه لیزر فقط ناحیه مورد اصابت را گرم می کند. در برشکاری با لیزر، ناهمواری های ایجاد شده روی سطح ورق آهن و کناره آن بسیار ناچیز یا نزدیک به صفر است، از این رو می توان بعد از برش با لیزر عمل جوشکاری روی ورقه های آهنی را انجام داد.
نحوه عملکرد برشکاری با لیزر در فلزات
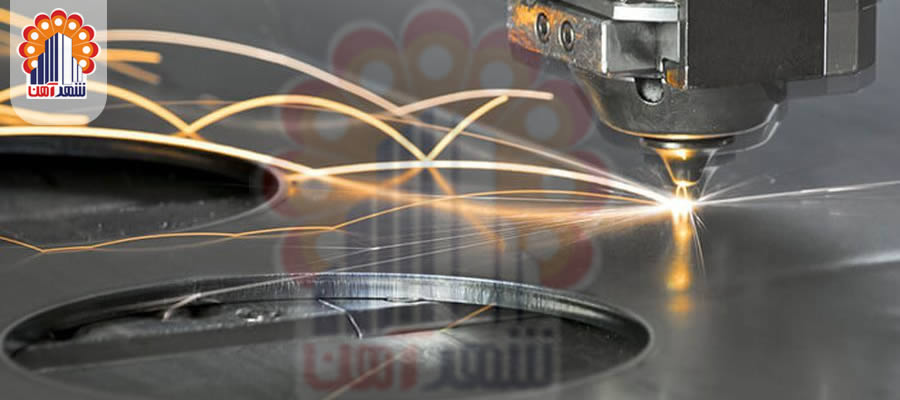
در تولید ورق برشی با استفاده از روش لیزر، اشعه لیزر در یک نقطه متمرکز شده و آن نقطه را ذوب می کند و در ادامه، ناحیه برش خورده توسط یک جت گاز تمیز می شود. این فرآیند به صورت خطی و پیوسته ادامه خواهد داشت و مواد ذوب شده توسط گاز خارج می شود. گازهای مورد استفاده جهت خارج کردن مواد ذوب شده شامل گازهای اکسیژن و گازهای خنثی می باشد. استفاده از گاز اکسیژن در این فرآیند، سرعت کار را بسیار بالا می برد، اما فشار گاز های خنثی مانند گاز آرگون نسبت به اکسیژن بیشتر است.
انواع برشکاری فلزات با لیزر در تولید ورق های برشی
برش تبخیری
عملکرد روش برش تبخیری بدین گونه است که اشعه ی لیزر در یک نقطه متمرکز می شود، سپس آن نقطه ذوب شده و مواد اضافی تبخیر خواهند شد. در این روش، از اشعه لیزر برای فراهم کردن گرمای نهان جهت تبخیر مواد استفاده می شود.
روش ذوب و دمش
در این روش اشعه لیزر قطعه را به صورت خطی برش می دهد. مسیر اشعه لیزر به سرعت ذوب شده و توسط یک نازل مخروطی تمیز خواهد شد. فشار بالای گاز باعث میشود که مواد مذاب به صورت قطره ای از قسمت تحتانی ورق های آهنی خارج شود. در روش ذوب و دمش جهت تولید ورق برشی انرژی بسیار کمی نیاز است.
روش ذوبی همراه با دمش گاز اکسیژن
در این روش، گازی که جهت پاکسازی مواد مذاب استفاده می شود، نسبت به مواد مذاب واکنش نشان می دهد. با توجه به جنس ورق های برشی تولید شده، میزان انرژی متفاوتی از سوختن مواد آزاد میشود. به عنوان نمونه، در برش مواد تیتانیومی 90 درصد انرژی حاصل از سوختن آزاد می شود، اما این میزان انرژی آزاد شده در مواد فولادی 60 درصد است. البته این نکته را در نظر داشته باشید که استفاده از گاز اکسیژن در مواد تیتانیومی موجب سوختگی دیوارها خواهد شد، چرا که انرژی زیادی به ورق برشی وارد می شود. علاوه بر این، استفاده از گاز اکسیژن سبب ترک خوردگی ورق های آلومینیومی نیز خواهد شد. در برشکاری فلزات با لیزر روش ذوبی را زمانی انتخاب می کنند که ماده آن ها با اکسیژن واکنش خاصی ندهد.
برشکاری با لیزر به روش شکست کنترلی
در تولید ورق های برشی با روش برش با شکستن کنترلی، در محل تابش لیزر یک تنش مکانیکی ایجاد می شود و همین امر موجب ترک خوردن ورق آلومینیومی خواهد شد. با عمیق تر شدن این ترک ها، امکان شکست های آلومینیومی فراهم می شود. روش برش با شکستن کنترلی انرژی بسیار کمی نیاز دارد، همچنین سرعت کار در این روش بسیار بالا می رود. از این روش برشکاری لیزری میتوان برای برش موادی چون مواد سرامیکی، سیلیکونی و شیشه ای نیز استفاده کرد.
روش برش سرد
در تولید ورق های برشی با روش برش سرد، انرژی پیوند مواد شکسته خواهد شد، چرا که در این روش از پالس های لیزر فرابنفش کوتاه با توان بالا استفاده می شود. تکنیک روش برش سرد این است که از فوتون هایی با 9.4 الکترون ولت استفاده میشود که این انرژی برابر با انرژی پیوند مواد عالی است. اگر تعداد فوتون هایی که به ورقه ها برخورد می کنند با پیوندهای مواد آلی برابر باشد، هیچ حرارتی تولید نخواهد شد.
برشکاری ورق با حکاکی کردن
در روش حکاکی، حفره های متوالی به صورت یک خط ایجاد می شوند. در این روش جهت برداشتن مواد ذوب شده از پالس هایی با چگالی بالا بهره می گیرند. برشکاری لیزری فلزات در روش حکاکی موثر تر خود را نشان داده است.
موثر ترین پارامترها در تولید ورق های برشی به روش برشکاری لیزر
- خواص مواد: خواص مواد شامل مشخصات گرمایی و اپتیکی آن ها میشود.
- خواص جابجایی: خواص جابجایی مواد شامل سرعت و موقعیت های فعلی آن می شود.
- خواص پرتو: خواص پرتو شامل طول موج، توان، قدرت تمرکز و قطبش می گردد.
- خواص گاز: ترکیب گازها و سرعت جت از جمله خواص گاز محسوب میشوند.
برای اطلاع از به روزترین قیمت میلگرد، قیمت تیرآهن و قیمت لوله به صفحات مربوطه مراجعه کنید.
نوشتن دیدگاه