مطالب
نکات طلایی از خمکاری لوله فولادی
- توضیحات
- نوشته شده توسط: علی نصیری
- بازدید: 6373

راهنمای مطالعه متن
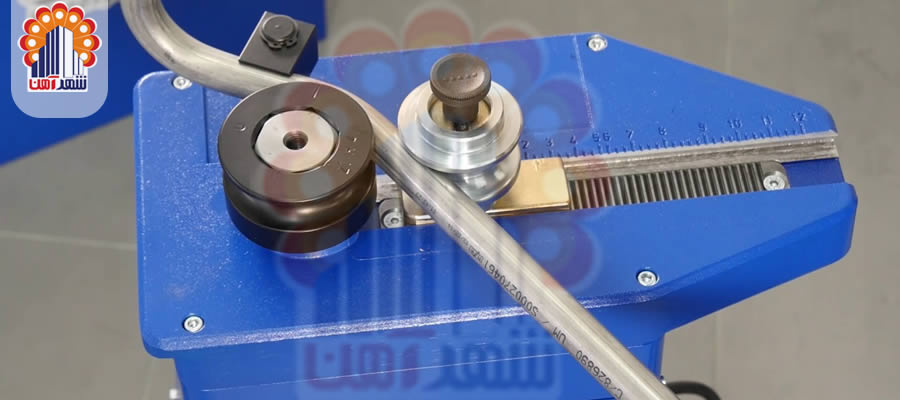
دستگاه خمکاری لوله فولادی، یکی از مهم ترین دستگاه هایی است که در کارخانجات تولید فولاد استفاده می شود. در ابتدا خم کردن لوله های فولادی به روش های دستی و با استفاده از اهرم انجام می شد، اما با پیشرفت تکنولوژی و ظهور فناوریهای جدید، دیگر روش های قبلی پاسخگو نبودند و تولیدکنندگان ناچار به استفاده از تجهیزات و دستگاه های مدرن جهت انجام عملیات خمکاری شدند.
دلایل استفاده از دستگاه های خم کاری لوله فولادی این بود که خم کردن میله و مقاطع فولادی با روش های دستی مانند اهرم دقت بالایی نداشت و امکان شکل دادن این قطعات در زوایای مختلف امکانپذیر نبود. امروزه برای خم کردن و شکل دادن میله های فولادی در صنایع مختلف مانند صنعت هوافضا و صنایع نظامی، از دستگاه های خم کننده فولاد استفاده می شود که انتخاب روش خم کردن آن ها نیز به عواملی مانند نرخ تولید، دقت و مواردی از این قبیل بستگی دارد. در ادامه انواع روش خمکاری لوله فولادی به صورت کامل می پردازیم.
انواع روش های خمکاری لوله فولادی
این عملیات، در حالت کلی به دو دسته خم لوله به روش گرم و خم لوله به روش سرد انجام می شود.
روش گرم در خمکاری لوله فولادی
یکی از انواع روش های خمکاری لوله فولادی در این روش، میله ها را از طریق حرارت مستقیم خم می کنند. طی این فرایند، کاربرد های آن قسمت از میله که تحت حرارت قرار گرفته است، محدود می شود، چرا که حرارت مستقیم باعث ایجاد تغییر در ساختار کریستالوگرافی فلز خواهد شد. معمولاً در صورتی که میله ها قابلیت خم شدن با فرایند روش سرد را داشته باشند، استفاده از روش گرم توصیه نمی شود، مگر این که میله ها از قابلیت انعطاف پذیری بالایی برخوردار نباشند و لازم باشد روی آن ها عملیات حرارتی انجام شود.
یکی از انواع روش های خمکاری لوله فولادی در این روش، میله ها را از طریق حرارت مستقیم خم می کنند. طی این فرایند، کاربرد های آن قسمت از میله که تحت حرارت قرار گرفته است، محدود می شود، چرا که حرارت مستقیم باعث ایجاد تغییر در ساختار کریستالوگرافی فلز خواهد شد. معمولاً در صورتی که میله ها قابلیت خم شدن با فرایند روش سرد را داشته باشند، استفاده از روش گرم توصیه نمی شود، مگر این که میله ها از قابلیت انعطاف پذیری بالایی برخوردار نباشند و لازم باشد روی آن ها عملیات حرارتی انجام شود.
روش سرد در خمکاری لوله فولادی
این فرآیند به چند صورت انجام می شود که از جمله آن ها میتوان به خمکاری پرسی، خمکاری کششی، خمکاری فشاری، خمکاری غلتکی و خمکاری کششی-چرخشی اشاره نمود.
-
خمکاری پرسی
در روش خمکاری پرسی قطعه را میان میان دو عدد غلتک قرار می دهند و با استفاده از فشار جک آن را خم می کنند.
-
خمکاری کششی
این روش خمکاری لوله فولادی به صورت فرم دهی کششی همانند روش خمکاری پرسی است، با این تفاوت که قالب ها ثابت هستند و حرکت نمی کنند. روش فرم دهی کششی فقط منوط به قطعات فولادی نیست و میتوان از آن برای خم کردن انواع پروفیل ها استفاده نمود.
-
خمکاری فشاری
یک روش خمکاری لوله فولادی روش فشاری است. در روش خمکاری فشاری لوله فولادی، میله ها را بین سه قالب متفاوت قرار می دهند. این قالب ها عبارتند از: قالب فشار متحرک، قالب گیره و قالب خم ثابت. در این روش، قالب خم درمرکز قالب فشار قرار میگیرد و با وارد کردن فشار مکانیکی میله را خم می کنند (ابتدا میله بین قالب های گیره قرار می گیرد).
-
خمکاری غلتکی
در روش خمکاری لوله فولادی به صورت غلتکی لوله فولادی بین سه غلتک متحرک قرار می گیرد و با توجه به شکل مورد نیاز، آن را خم می کنند.
-
خمکاری کششی-چرخشی
یکی از انواع روش های خمکاری لوله فولادی روش کششی چرخشی است. در این روش، برای خم کردن لوله آن را داخل ۴ قالب مختلف قرار داده و با استفاده از یک مندرل آن را به داخل قالب ها فشار میدهند.
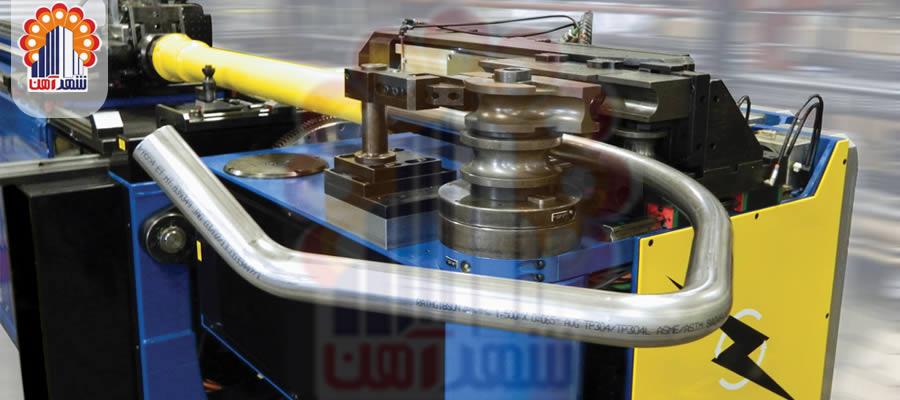
اجزای دستگاه خمکاری لوله فولادی
در ادامه با اجزای مختلف در خمکاری لوله های فلزی آشنا می شوید:
قالب خم
از طریق قطری که روی قالب خم وجود دارد، شعاع خم مورد نظر بر روی لوله اعمال می شود. قالب های خم از دو گیره و یک قالب فرم تشکیل شدهاند. این دو بخش ممکن است به صورت مجزا تولید شده و در ادامه به فرآیند جوشکاری یا از طریق پیچ و مهره به یکدیگر متصل شوند و یا اینکه از همان ابتدا به صورت یکپارچه ساخته شده باشد.
قالب گیره
در دستگاه خمکاری لوله، از قالب گیره برای نگه داشتن فلز در هنگام استفاده از قالب خم استفاده می شود. در حین استفاده از قالب گیره، لوله کاملاً ثابت و بدون حرکت می ماند، چرا که در سطح داخلی این گیره ها شیارهایی تعبیه شده است که مانع سر خوردن و غلتیدن میله میشوند. برای ساخت قالب گیره معمولاً باید از فولادهای کم کربن و مقاوم در برابر سایش استفاده شود.
قالب فشار
این قالب به میله فولادی فشار وارد میکند و مانع از غلطیدن آن می شود. به عبارت سادهتر، این قالب یک نیروی مخالف جهت قالب خم به میله وارد می کند. قالب های فشار به دو دسته متحرک وثابت تقسیم بندی می شوند.
قالب های وایپر
هنگام خم کردن میله های نازک به یک قالب دیگر به نام وایپر نیاز پیدا می شود. استفاده از این قالب سبب جلوگیری از چروک شدن لوله در هنگام فرایند خمکاری می گردد. در هنگام استفاده از وایپر، مندرل داخل لوله قرار میگیرد و سطح خارجی آن با استفاده از وایپر پوشش داده میشود و این روند موجب جلوگیری از ایجاد هرگونه چروک در هنگام خمکاری لوله می گردد. برای ساخت این قالب ها معمولا از استیل ضد زنگ و آلیاژهای آلومینیوم و برنز استفاده می شود.
مندرل
مندرل یکی از مهمترین تجهیزات در فرایند خمکاری لوله فولادی می باشد، چراکه موجب جلوگیری از ایجاد هرگونه چروک در داخل و خارج لوله می گردد. البته این نکته را به یاد داشته باشید که استفاده از این قطعه ممکن است باعث نازک شدن دیواره خارجی لوله ها شود، به همین خاطر تنها در صورت نیاز از آن استفاده می شود. جنس مندرل همانند جنس قالب وایپر است.
 فروشگاه شهرآهن عرضه کننده انواع لوله فولادی چون لوله مانیسمان، لوله درزدار، لوله داربستی و... است. قیمت لوله مانیسمان، قیمت لوله درزدار و... در شهرآهن طبق قیمت تعیین شده روز کارخانه است. با شهرآهن لوله فولادی مدنظر خود را بخرید، همچنین برای اطلاع از شرایط و نحوه صادرات تیرآهن و صادرات ورق با کارشناسان شهر آهن در تماس باشید.
فروشگاه شهرآهن عرضه کننده انواع لوله فولادی چون لوله مانیسمان، لوله درزدار، لوله داربستی و... است. قیمت لوله مانیسمان، قیمت لوله درزدار و... در شهرآهن طبق قیمت تعیین شده روز کارخانه است. با شهرآهن لوله فولادی مدنظر خود را بخرید، همچنین برای اطلاع از شرایط و نحوه صادرات تیرآهن و صادرات ورق با کارشناسان شهر آهن در تماس باشید.
نوشتن دیدگاه