مطالب
آشنایی با روش های گالوانیزاسیون
- توضیحات
- نوشته شده توسط: ویراستاری آهن آلات
- بازدید: 3033

راهنمای مطالعه متن
بدون شک امروزه پیشرفت بشر در علم و تکنولوژی او را به مسیری متفاوت با سال های گذشته رهنمون ساخته است. این تکنولوژی در ضمینه های مختلف پاسخ های درخور برای نیاز بشر و نیل به اهداف آن یافته است. طول عمر محصولات تولید شده فولادی و کیفیت ظاهری آن ها برای مصرف کننده بسیار حائز اهمیت بوده و این مساله باعث مطرح شدن علم پوشش ها و پوشش دهی گردیده است که یکی از نتایج آن ورق گالوانیزه میباشد. با ترکیب این دو علم در بسیاری از صنایع روی قطعات فلزی از جمله فولادی را با لایه ای از یک فلز فعال تر می پوشانند تا با ایجاد یک لایه محافظ در محیط خورنده از خوردگی فلز پایه جلوگیری نمایند. در نهایت کاربرد گالوانیزه، جلوگیری از خوردگی و افزایش مقاومت فولاد می باشد.
چرا گالوانیزاسیون
یکی از فلزات پوشش دهنده معمول در صنایع فلزی روی است که ورق فولادی مورد نظررا با فلز روی پوشش میدهند. فلز روی در مقایسه با آهن در جدول پتانسیل فلزات فعال تر بوده و بنابراین در یک محیط خورنده به صورت آند قبل از آهن خورده می شود. یکی از خواص مهمی که میتواند باعث شود صنعت گالوانیزه به یک صنعت پرکاربرد تبدیل شود این است که قابلیت شکل پذیری فلز روی اندود از بین نمی رود. مثلا ورق های روی اندود شده بعد از فرایند گالوانیزه کردن میتواند با قالب های مختلف به اشکال متنوع در آیند. مقاومت روی در برابر شرایط اتمسفریک به مقدار زیادی بستگی به ماهیت و طبیعت حفاظتی لایه های سطحی حاصل از اکسیدهای پوشش دارد. این لایه های نازک عمدتا از اکسید روی، هیدروکسید روی و کربنات روی تشکیل شده است. نرخ خوردگی یا قدرت محافظت پوشش های ورق گالوانیزه به نوع محیط بستگی دارد. روی توسط هوای خالص حتی در صورتی که حاوی رطوبت نسبی متوسطی باشد خورده می شود. این عوامل در فلزات دیگر هم اثرات مشابهی دارد ولیکن نرخ خوردگی روی به طور محسوسی کم تر از انواع فولاد در شرایط اتمسفریکی است. بعضی اوقات پوشش های ورق گالوانیزه تحت عملیات بعدی قرار می گیرند مثل رنگ آمیزی که به سیستم دوبلکس معروف است یا عقیم سازی پوشش مثل کروماته کردن که در هر دو حالت بر عمر پوشش افزوده می شود.
مشخصه بارز روی این است که از میان تمام فلزات دیگر به کار رفته جهت حصول پوشش محافظ کم ترین هزینه را به ازای واحد وزن پوشش داراست. رفتار شیمیایی روی به نحوی است که از آهن فعال تر است و احیا کننده قوی تر می باشد لذا نسبت به آن بیشتر اکسید می شود و آهن را از خوردگی محفوظ می دارد. برای اطلاع از قیمت انواع ورق های گالوانیزه ، به صفحه قیمت ورق گالوانیزه مراجعه کنید.
روش های گالوانیزاسیون
ورق گالوانیزه حاصل پوشش دهی ورق های فولادی توسط فلز روی می باشد که در تولید این نوع ورق ها عمدتا از ورق نورد سرد یا همان ورق روغنی استفاده می گردد. درواقع اگر سطح ورق گالوانیزه ، دچار خراشیدگی گردد، دیگر آهن آن اکسید نمی شود بلکه روی آن، اکسید می گردد. گالوانیزه روند ایجاد پوشش روی بر فلز و آهن جهت محافظت فلز از خوردگی می باشد. جهت انجام عملیات گالوانیزاسیون بر روی فلزات عمدتا از دو روش کلی گالوانیزه گرم و گالوانیزه سرد (الکترولیز) استفاده می شود. اما روش های گالوانیزاسیون متفاوت هستند که در ادامه آنها را نام می بریم.
- گالوانیزه گرم یا غوطه وری مذاب
- گالوانیزه سرد یا الکتریکی
- پوشش دهی مکانیکی
- اسپری نمودن روی یا متالیزینگ
- رنگ کردن با روی
1.گالوانیزه گرم
گالوانیزه گرم که یکی از قدیمی ترین روش های گالوانیزاسیون می باشد فلز پایه که در ورق های فولادی معمولا از فولاد کم کربن و نورد سرد می باشد را وارد حوضچه مذاب روی با دمای 460 درجه سانتی گراد کرده و کاملا در مذاب غوطه ور می گردد. پس از خارج نمودن قطعه مورد نظر از وان ، لایه ی روی موجود با اکسیژن و کربن وارد واکنش شده و لایه ای مقاوم در برابر خوردگی و زنگ زدگی ایجاد می گردد. در طی این فرآیند بین فلز پایه و لایه ی روی نیز واکنش شیمیایی صورت می گیرد و سبب تشکیل لایه های مرکب از آهن و روی می گردد که خود این لایه ها سبب محافظت فلز پایه در برابر خوردگی و زنگ زدگی می شود. لایه ایجاد شده در این روش دارای ظاهری مات و توسی رنگ بوده و ضخامت آن بین 100 تا 130 میکرون اندازه گیری می شود.
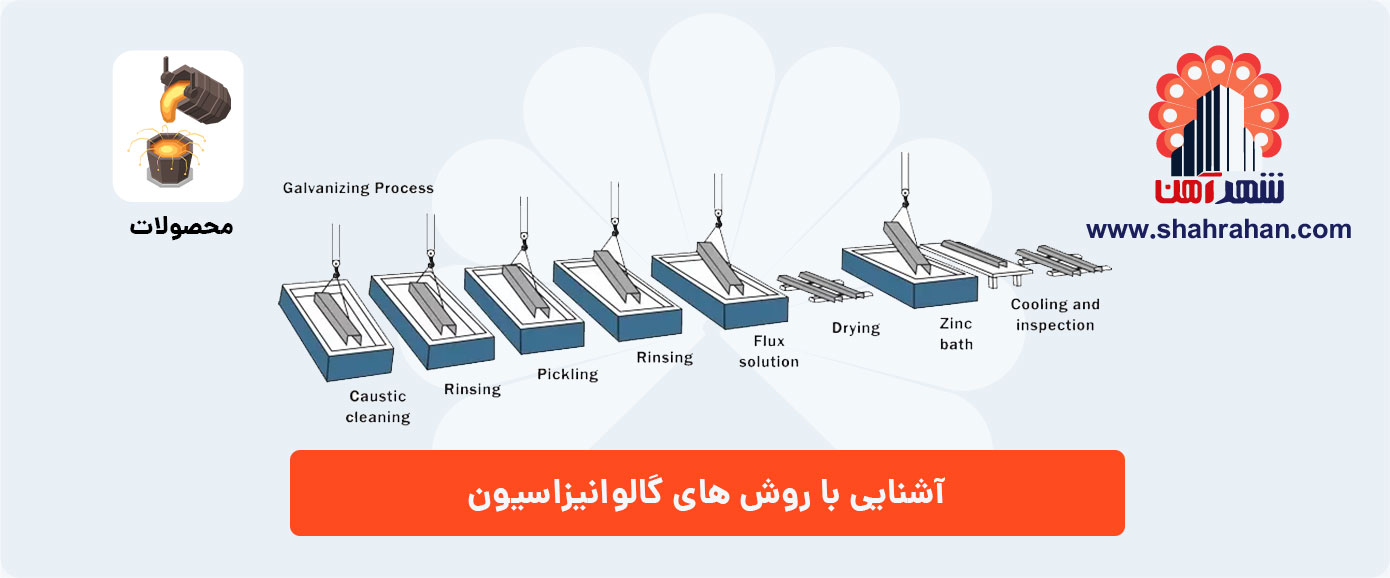
به طور کلی این روش شامل چند مرحله اعم از آماده سازی ، تمیزکاری ، اعمال فلاکس ، گالوانیزه گرم ، سرمایش و کنترل کیفیت است. کارخانه فولاد مبارکه اصفهان ، به روش غوطه وری گرم، ورق گالوانیزه تولید می نماید. از مزایای این روش مقرون به صرفه بودن، امکان کنترل ضخامت پوشش روی، استحکام بالا و چسبندگی پوشش گالوانیزه به فولاد هستند. لازم به ذکر است این فرآیند به دو روش غوطه وری گرم غیر مداوم و غوطه وری گرم مداوم انجام می پذیرد.
- گالوانیزه گرم با روش غوطه وری مداوم : در این روش رول های ورق به صورت مداوم در داخل حمام مذاب روی فرو برده می شود. صنایع هفت الماس از این روش برای گالوانیزه کردن محصولات خود استفاده می نمایند.
- گالوانیزه گرم با روش غوطه وری غیرمداوم : در این روش رول ها ابتدا برش می زنند و پس از انجام عملیات مقدماتی، وارد حمام مذاب نموده و گالوانیزه می کنند.
فرآیند تولید گالوانیزه گرم
گالوانیزه گرم از چهار مرحله تشکیل می شود :
- آماده سازی سطحی : آماده سازی سطحی یکی از مهمترین مراحل فرآیند گالوانیزه گرم می باشد. بدون این مرحله، واکنش های لازم بین سطح فولاد و روی صورت نمی گیرد و نتیجه آن، زنگ زدگی فولاد است. آماده سازی شامل چربی گیری، اسیدشویی و فلاکس زنی است.
- گالوانیزه گرم : قطعه تمیز شده در مرحله آماده سازی، وارد حمام مذاب روی می گردد و در دمای حدود 450 درجه سانتی گراد قرار می گیرد. پس از اتمام، محصولات از مذاب خارج شده و با لرزاندن مابقی روی از آن خارج می گردد.
- کنترل کیفی : پس از سرد شدن قطعات در دمای اتاق، روی جامد اضافی که با لرزاندن جدا نشده اند، بوسیله سوهانکاری دستی یا سمباده زنی برقی جدا می شوند. در صورتی که عیوبی وجود داشته باشد مطابق استاندارد ASTM آمریکا اصلاح می گردد و در صورت عدم اصلاح، باید مجددا گالوانیزه گردند.
- انبارداری، بسته بندی و جابه جایی : محصولات گالوانیزه شده باید با فاصله از یکدیگر انبار شوند تا هوا در بین آنها جریان داشته باشد تا دچار شوره سفید نشوند. همچنین جهت انبار در کانتینرها، باید عاری از رطوبت باشند و اگر در صندوق یا کیسه ریخته شوند باید کیسه یا صندوق باز بمانند.
خط تولید ورق گالوانیزه گرم
ورق های گالوانیزه در سرتاسر جهان عمدتاً به روش گالوانیزه گرم یا همان غوطه وری مذاب تولید میگردند. به همین منظور فرآیند تولید ورق گالوانیزه به شیوه گالوانیزه گرم را به جزییات شرح می دهیم.
- کلاف ورق روغنی ابتدا از هم باز می شود
- ورق های روغنی که همان ورق های نورد سرد می باشند، به یکدیگر از طریق جوش متصل شده و به صورت نوار پیوسته وارد خط تولید می شوند.
- قبل از ورود به خط تولید، باید ورق ها اسیدشویی شوند بدین ترتیب که سطح ورق توسط چربی زدایی با مواد قلیایی، برس زنی و شستشو با آب گرم تمیز شده و سپس با هوای داغ، خشک می شود تا ناخالصی ها از سطح آن پاک شود.
- کلاف تمیز شده، وارد گروه های آنیل با اتمسفر محافظ می شود. ورق طی سه مرحله پیشگرم، گرم کردن، همدمایی متناسب با کاربرد محصول، آنیل شده و توسط سیستم خنک کننده، دمای آن برای ورود به حمام مذاب روی تنظیم می گردد.
- کلاف ای آنیل شده در حمام مذاب روی فرو برده می شوند. هنگام خروج از حمام مذاب روی، لایه نازکی از فلز روی بر هر دو سطح ورق می نشیند.
- جت هوا بلافاصله پس از خروج از مذاب، ضخامت پوشش روی را تنظیم می نماید.
- پس از خروج و جت هوا، با تنظیم سیکل خنک کاری، اندازه گل بوته های پوشش گالوانیزه کنترل می گردد. دمش هوا دمای ورق را کاهش و پس از پاشش آب، ورق وارد تانک آب سرد شده، سپس دمش هوا ورق را خشک می نماید.
- ضخامت پوشش روی توسط دستگاه ضخامت سنج کنترل شده و صافی و زبری سطح آن توسط نورد پوسته ای و خط اصلاح، اعمال می گردد.
- ورق گالوانیزه بدست آمده را جهت نگهداری در انبار و جلوگیری از شوره زدن آن، کروماته می کنند. یعنی لایه نازکی از محلول کرم را روی سطح ورق پاشیده و خشک می کنند.
- پس از بازرسی و تایید ورق، روغن محافظ توسط دستگاه روغن کاری الکترواستاتیک بر سطح ورق پاشیده می شود. کلاف گالوانیزه تولیدی پس از بسته بندی به بازار مصرف عرضه می گردد.

2.گالوانیزه سرد
در این فرآیند نمک روی را در محلول آبی یا اسیدی (الکترولیت ) ریخته و بر روی فلز پایه ی مورد نظر اسپری می کنند. لایه ی ایجاد شده بر روی فلز پایه در این روش دارای ظاهری براق و یکنواخت می باشد و ضخامت آن حدود 25 میکرون می باشد. در واقع ضخامت لایه روی در این روش نسبت به غوطه وری گرم کمتر است. از آنجا که روی بر روی قطعات اسپری می شوند، مقاومت مواد چسباننده آنها کمتر از گالوانیزه گرم می باشد. همچنین به دلیل اسپری نمودن، عنصر روی به داخل قطعات نفوذ نمی کند و با خراش های سطحی و عمیق، احتمال اکسیدشدن آنها بیشتر است.
3.پوشش دهی مكانیكی
پوشش دهی مکانیکی مناسب برای قطعات ریز 200 تا 300 میلی متری است که وزن کمتر از 0.5 کیلوگرم نیز داشته باشند. عملیات پوشش دهی با این روش از طریق غوطه ور نمودن این قطعات در تركیبی شیمیائی از پودر روی و ذرات شیشه انجام پذیر است. به این طریق كه بعد از آماده سازی قطعات آنها را از طریق پاشش مس پوشانده سپس در داخل یك بشكه جایگذاری كرده و بشكه را با تركیب شیمیائی گفته شده پر نموده و آن را زیر و رو می كنند تا ذرات روی (zn) بتوانند بر روی قطعه بنشینند.
4. اسپری نمودن روی (متالیزینگ)
در این روش پودر روی را داخل تفنگ ریخته، حرارت می دهند تا مذاب شود و سپس مذاب روی را با کمپرس هوا و یا گازهای حاصل از احتراق با سرعت مناسب برای پاشش، روی قطعات می پاشند.
5.رنگ كردن با روی
در روش رنگ کردن، ابتدا سطح ورق را با سنگ سایش می دهند و سپس یک لایه رنگ روی را با فرچه رنگ و یا از طریق پاشش، روی سطح ورق قرار می دهند. لایه تشکیل شده دارای 92 تا 95 درصد روی خواهد بود.
تفاوت گالوانیزه گرم و گالوانیزه سرد
- محصولات تولید شده به روش گالوانیزه گرم عمدتا در محیط های بازمورد استفاده قرار می گیرند و این امر به آن دلیل است که در این روش عنصر روی یا زینک تا حدی به فلز پایه نفوذ کرده که سبب بالا رفتن مقاومت به خوردی در این روش نسبت به روش گالوانیزه سرد می گردد.
- محصول تولیدی به روش گالوانیزه گرم دارای پوششی به ضخامت 100 الی 130 میکرون می باشد که این ضخامت در روش گالوانیزه ی سرد به کمتر از 25 میکرون می رسد.
- محصول تولیدی در روش گالوانیزه گرم دارای مقاومت در برابر خوردگی و زنگ زدگی می باشد ولی در گالوانیزه سرد به دلیل کم بودن ضخامت لایه ی روی تنها مقاومت در برابر زنگ زدگی میسر می باشد.
- از نظر ظاهری محصولات تولیدی به روش گالوانیزه گرم دارای ظاهری مات و کدر می باشند و محصولات تولیدی به روش گالوانیزه سرد از ظاهری براق برخوردار هستند.
- ورق های حاصل از گالوانیزه سرد بیشتر در مصارف بهداشتی ، قطعات ریز و ضخامت کم کورد استفاده قرار م یگیرند مانند ساخت خودرو، پیچ و مهره و قطعه سازی. در حالی که ورق های حاصل از گالوانیزه گرم در محیط های باز مورد استفاده قرار می گیرند. مانند دکل های مخابراتی، گاردریل جاده ها، دکل های برق فشار قوی ، لوله های آب با ضخامت بالا، تیرهای برق

برای اطلاع از قیمت ورق گالوانیزه، قیمت میلگرد و قیمت تیرآهن به صفحات مربوطه مراجعه کنید.
نوشتن دیدگاه